I. Introduction
A. Brief explanation of plastic injection molding
The manufacture of plastic products is generally carried out by molding methods which have many types such as injection molding, blow molding, thermoforming, 3D printing and so on. Among these methods, Injection molding is selected as the most versatile process for the manufacture of repeatable plastic products of various shapes, sizes and dimensions. The basic operations of injection molding are plastic heating, pressurized injection of molten plastic, cooling or compaction and dispensing of plastic products.

B. Definition of runner systems in injection molding
At its base the mold consists of sprue, runner, gate and cavity. Canker sores are duct, stationary cut plates that transport melt from plasticator nozzles to runners. In runner plastic injection molding is a channel that aligns the sprue to the various doors that leave the mold cavity open. Its function is to deliver plastic that has been melted and then injected from the sprue into the mold cavity, then the plastic material cools and hardens.

II. Understanding Runner Systems
A. Detailed explanation of what runner systems are
In the plastic injection process the runner system is part of the mold, which is responsible for flowing the molten plastic material from the plastic channel into the mold cavity to form the product. The runners should be designed to generate low flow resistance and resistant to cooling down. Usually, the runner cross-section is designed as trapezoidal or round shapes.

B. The role of runner systems in the injection molding process
The runner system has an important role in plastic injection because it drains molten plastic from the plastic injection machine into the mold cavity which then forms a plastic product. This system also has a cooling channeling role by allowing coolant to flow through the system. Usually cooling using water or oil. Proper cooling control can prevent distortion and defects in the product. The runner system in injection molding helps to equalize the pressure inside the mold, in equalizing the pressure it ensures that the molten plastic spreads throughout each cavity of the mold. This can also prevent the plastic liquid from being evenly distributed in the mold cavity. This system also has a gate that channels molten plastic into the mold cavity.
III. Types of Runner Systems
A. Cold runner systems
At its core, this runner system can be called a cold runner system because when molten plastic is injected into the mold tool cavity, the mold and channels are not heated. The molten plastic will fill the channels of the cold runners, including the runners and gates before reaching the gaps in the molds. When the forming of the product has been successful, the mold will be opened and the formed plastic part and runner scrap will be removed. The cold runner system has good flexibility, such as in changing colors or materials. When producing products with different plastic materials, the system setting becomes easier to replace the runner in the cold runner system.
The weakness of this system is that it produces runner scrap (product waste). If the plastic material is made of thermoplastic, this scrap runner can be recycled again, thereby saving production costs. In general, this cold runner has 2 types of plates, namely 2-plate molds and 3-plate molds. The most popular structure is composed of sprue, runners, and gates arranged on the same parting plane. It is divided into stationary parts (cavity-side mold half) and movable parts (core-side mold half), when a mold is opened.
The 2-plate mold has the following common features:
• Relatively simple design and easy to handle;
• Less mechanical troubles and lower cost;
• Suitable for automatic product-ejection;
• Flexibility in gate design;
• Necessary to cut-off gates from products and to post-finish after molding.

In a 3-plate mold, a third plate is placed between the stationary and movable sides, and thrush and runner between are plate and stationary, respectively. This type has the following features:
• Post-molding treatment due to gate-cutting is eliminated, if pinpoint gates are utilized.
• The structure is relatively complex, and molded products, runners, and sprue have to be
taken out separately.
• The gate location is flexible in design for any product.
• Mechanical problem occur more often, and the manufacturing cost is higher than for a 2-plate mold.

B. Hot runner systems
In a hot runner system, the runner channel is heated by a heating element and remains in a liquid state during the injection process. Molten plastic from the injection machine is pumped through the ducts to the heating ducts. Molten plastic will flow through and heat gate before reaching the mold cavity to form the final product.
The hot runner system has 2 heating methods, namely the internal heating method and the external heating method.
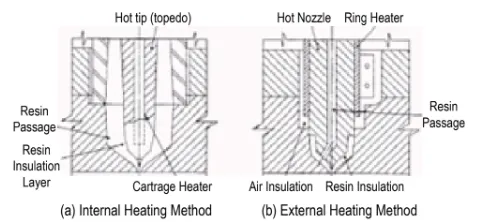
Internal heating type: This system has a relatively small heating source in the center of runners to heat up gently from inside. The runner is usually designed in the shape of a tube. A molten plastic layer is formed in the inner side of the runner close to the hot element, while a solidified plastic layer is formed in the area close to the cavity. Therefore, neither thermal insulation nor polymer leakage prevention is needed, owing to the formation of the solidified plastics layer. However, higher-pressure losses occur due to the decrease of the cross section of the flow channel.
External heating type: This hot runner system is heated externally by means of a heating source located outside the runners. This allows less pressure loss and molten plastic stag-nation, because molten plastics can smoothly flow in the whole channel. However, precise thermal insulation between the runners and cavities is more important, in comparison with the internal heating type.
C. Insulated runner systems
Insulated runner system is included in the type of hor runner system with additional characteristics in the plastic injection process. In this system the hot runner channel in the mold is given a layer of thermal insulation to balance the temperature of the molten plastic when it flows from the injection machine to the mold cavity.

Gambar 5. Insulated runner system
As with the hot runner system, the insulated runner system helps reduce the five plastic products because there is maintenance at a temperature that is always made consistent.This system can be used in a variety of plastic materials. By maintaining the correct temperature at and adjusting the plastic material, this system has flexibility, although as such it can also be more complex and require a large initial cost than a cold runner system. In general, this system is more suitable for producing products in large quantities and with high quality demands.
IV. Comparing Runner Systems
A. Advantages and disadvantages of each type of runner system
In each type of runner system, of course, each type has advantages and disadvantages, therefore the advantages and disadvantages can be adjusted according to production needs.
Here are the disadvantages and advantages in general of the type of runner type
- Hot Runner system
Advantage:
- In this system the production process can save materials because no plastic waste is formed during the cooling process.
- The hot runner system can produce perfect products because during the injection process the melted plastic material flows evenly and there is no cooling time while in the mold.
- During the process of conveying plastic materials, this system reduces the cooling time and keeps the ducts hot. This provides a more efficient production time and a higher production volume
- Hot runner systems allow great flexibility in mold design as no runner waste has to be considered, allowing more complex product designs.
Disadvantages:
- At the beginning of the production process, the hot runner system requires substantial capital, starting from hardware costs, temperature control devices and installation costs.
- In mold design, the design is more complex so it needs regular maintenance.
- The hot runner system can cause discoloration and is more difficult to implement than the cold runner system because the hot plastic material remains stable while in the channel.
- The hot runner system requires continuous heating, this consumes quite a lot of power.
- Cold runner system
Advantage:
- The cold runner system does not require the heating and temperature control infrastructure required by the hot runner system, this makes the cold runner system more economical.
- In a cold runner system, the plastic material is not always heated and recycled in the ducts as it is in a hot runner system. This means there is a low risk of plastic degradation, especially in materials that are susceptible to frequent temperature changes.
- In the cold runner system, changing the color is easier than the hot runner system, only by replacing the runner channel which is cheaper and simpler.
- In this system the temperature distribution tends to be more consistent in the mold because the runner channel acts as a cooler which helps keep the temperature consistent.
Disadvantages:
- In each injection process, the cold runner system produces plastic waste because during the injection process, the plastic material inside the runner channel must be removed. This causes waste which results in high production costs, but certain plastic materials can also be recycled.
- In the runner channel in the cold runner system can result in cold spots in the injection product, which can lead to product imperfections such as drag, warping or porosity defects in the final product.
- At each injection cycle, the cold runner system takes a lot of time to cool the runner channel. This gives a longer time than the hot runner.
- By using a cold runner system, the mold design is limited and cannot be varied because the runner must be placed carefully to avoid defects in the product.
- Insulated Runner system
Advantage:
- By using thermal insulation on the channel runner, it can reduce heat loss significantly. This can provide good energy efficiency energy compared to ordinary hot runner systems which reduce the temperature of the amount of energy required to maintain its temperature.
- Similar to the hot runner system, the sisnulated runner system also saves a lot of material because of the constant plastic temperature.
- By maintaining the temperature so that it continues to make the final product more quality and perfect.
- Due to the consistency of temperature in the insulated runner system can reduce the injection cycle time and provide a faster production process.
Disadvantages:
- As with hot runner systems, insulated runner systems are very costly to begin with and also involve the use of thermal insulation in the runner ducts and additional components.
- The use of thermal insulation also requires more careful maintenance to ensure quality production performance processes.
- This system also requires a trained and experienced workforce because the level of management and operation is very complex.
- The use of an insulated runner system has an impact on mold design that cannot be varied because it requires careful consideration of location and maintenance of insulation.
- Similar to the hot runner system, this system is less flexible in changing color and materials are difficult because this system takes time to reach a stable temperature.
B. Factors to consider when choosing a runner system
To select the runner system in the injection molding process is a very important step, it can affect product quality, production efficiency, production costs. The following factors must be considered in selecting a runner system:
- Considering the product to be made and the plastic material to be selected which will be produced into the product and the properties of the plastic material used.
- If you prioritize product quality, then the hot runner and insulated runner systems are more suitable because the two systems produce a more uniform product and the certainty of defective products is very low.
- In the production process, more efficiency is desired. Hot runner and insulated runner systems can produce faster production times and reduce material wastage so that production is more efficient.
- If producing products on a large scale it is more appropriate to choose a hot runner system and an insulated runner system because these systems are more economical in materials and faster in production.
- Before choosing a runner system, make sure you have skilled human resources in the process of operating and maintaining the runner system.
- If the color or material changes frequently in the production process, the hot runner system and insulated runner system need time to reach a stable temperature.
- Several types of runner systems may hinder mold design, especially in terms of optimal space selection
- Some runner systems are also susceptible to product defects such as cold points or porosity, therefore it is necessary to consider in choosing a runner system, whether the selected system can reduce product defects.
V. Designing and Optimizing Runner Systems
A. Key considerations in runner system design
Many aspects of an injection mold will influence the final product’s performance, dimensions, and other characteristics. One the the aspect is runner system which needs to be considered properly. Some failures in injection molding process like longer cycle time, waste of plastic, pressure losses, plastic overheated, and sink marks can be caused by poor design of runner system. Following are key considerations in runner system design:
- Material Selection
It is important to choose the appropriate material of injection mold that matches the properties of plastic molten. The appropriate material will result good fluidity, thermal stability and wear resistance.
- Runner size and shape
An optimized runner size and shape can prevent pressure losses and maintain the flow of plastic molten into all cavities. This can minimize the defects like flow lines and weld lines. Runner layout related to number and placement of runners also will give a significant result.
- Venting
An appropriate runner venting will allow air to escape during injection process to avoid air entrapment which can lead to defect. Cooling system inside the mold also takes roles related to reducing cycle time, part quality and avoiding warping or distortion.
- Cycle time
It is reasonable to consider the cycle time to achieve production target. A good runner system design can give a short cycle time which lead to high productivity and reduce manufacturing costs.
- Maintenance and cleaning
When designing an injection mold, especially runner system, it’s not just about the final product satisfaction that needs to be fulfilled but also the satisfactions in manufacturing operations including maintenance and cleaning. A good runner system design can give access for cleaning and maintenance that lead to mold lifetime and ensures consistent product quality.
B. The role of software in designing and optimizing runner systems
Today’s manufacturing technology has continuously developed with helps by various software, not excepted Computer Aided Design (CAD), Computer Aided Engineering (CAE), and Computer Aided Manufacturing (CAM). These three software are set of order when creating a product from design to manufacturing. To design a runner system, typically a designer apply CAD software for both 2D and 3D model of injection mold. The next step to ensure whether the design is optimum or not, is applying CAE software. CAE software can perform various simulation regarding runner system optimization, like Finite Element Analysis and Computational Fluid Dynamic. The last software used in developing an injection mold is CAM which is used to create the CNC program. Almost of injection mold has highly complex shape, it means it cannot be produced by manual machine. So it needs CNC machine to manufacture the mold. To ensure the CNC machine produce the mold accurately, it needs CNC program which is created within the CAM software.
Applying these software can give benefits like productivity improvement, quality enhancement, turnaround time improvements and more effective utilization of scarce resource.

C. Strategies for reducing waste and improving efficiency in runner systems
One of the goal of an injection molding manufacturing business is achieving profit. It can be achieved by many strategies including reducing waste and improving efficiency in runner system. Following aspect can be conducted to achieve the goals:
- Implement hot runner system
- Optimizing runner layout
- Minimize runner size
- Regrind and recycle
- Optimize cooling
- Use Advance mold flow analysis
- Perform regular maintenance
VI. Case Studies
A. Examples of successful runner system designs in industry
Sharing examples of successful design industry because of reducing wastage of plastic materials and increasing production efficiency while also delivering high quality products.
A specific example of an Hot runner system is the valve gate hot runner system. This system uses a pneumatic or hydraulic valve that functions to control the flow of plastic. Inside the runners. With these valves the flow of plastic can be stopped or adjusted with precision, to produce a smoother product surface and reduce the risk of defects. Examples of the application of the valve gate hot runner system are widely applied to automotive and electronic production.

An example of success in the design and application of an insulated runner system is the insulated sprue bushing design. Sprue bushings are an important component in hot runner systems and use thermal insulation around the sprie bushings, helping to maintain a consistent plastic temperature. This helps prevent the formation of cold spots and improves product quality.
B. Innovative solutions for runner system challenges
Facing the challenges of feeding systems in the plastic injection molding process, several innovative solutions can be applied:
Modular hot runner system, this system allows users to easily replace or expand system components. This makes it easier to change materials or colors and allows flexible adaptation to varying production demands.
The use of environmentally friendly materials in the slide system reduces energy consumption and minimizes impact on the environment. Effective insulation can help maintain a consistent plastic temperature without compromising quality.
Performing a plastic flow simulation analysis and using sophisticated design software can help create an optimal channel runner design. Proper channel runner design can reduce the risk of defects in the final product caused by uneven temperature distribution.
Creating an electrical system that is easy to maintain and service can help reduce production downtime. The use of convenient maintenance systems, such as for cleaning or replacing parts quickly will increase production efficiency and productivity.
VII. Conclusion
A. Recap of key points
Plastic injection molding is a versatile manufacturing process used to produce repeatable plastic products of various shapes and sizes. Among the different molding methods, injection molding stands out as it involves plastic heating, pressurized injection of molten plastic into a mold cavity, and then cooling and dispensing the plastic product. The runner system is an integral part of the mold in injection molding, responsible for channeling molten plastic from the plastic channel into the mold cavity to create the final product. It plays a crucial role in equalizing pressure inside the mold and ensuring proper distribution of the molten plastic throughout each cavity. There are two main types of runner systems: cold runner systems and hot runner systems. Cold runner systems do not heat the mold and channels, leading to solidified runner scrap that can be recycled, making it cost-effective. On the other hand, hot runner systems use heated runner channels to keep the plastic in a liquid state during the injection process. The molten plastic flows through the heated gate into the mold cavity to form the product. Precise thermal insulation between the runners and cavities is crucial in hot runner systems.
B. Final thoughts on the importance of understanding and optimizing runner systems in plastic injection molding
The importance of understanding and optimizing the runner system in plastic injection molding includes several key aspects. First, a deep understanding of the runner system ensures even distribution of plastic, avoids cold spots, and reduces the risk of product defects to obtain uniform and good quality plastic products. Second, optimizing the runner system increases production efficiency by speeding up production cycle times and reducing material wastage, so companies can increase productivity and reduce operational costs. Furthermore, an understanding of the different types of runner systems provides flexibility in mold design, enabling the designer to select a system that matches the characteristics of the plastic product and material to achieve the desired result more effectively. Another aspect is environmental sustainability, optimizing runner systems such as using hot runners or insulated runner systems can reduce material wastage and use energy more efficiently, contributing to a more sustainable production process with a lower environmental impact. Finally, understanding and optimizing the runner system also has an impact on the company’s competitive advantage. With better products, lower production costs and high production efficiency, companies can increase their competitiveness and achieve market advantages. Overall, focusing on improving the runner system is an important step towards achieving superior product quality, high production efficiency and a better environmental impact, so that companies can improve productivity, sustainability and competitiveness in the market.
